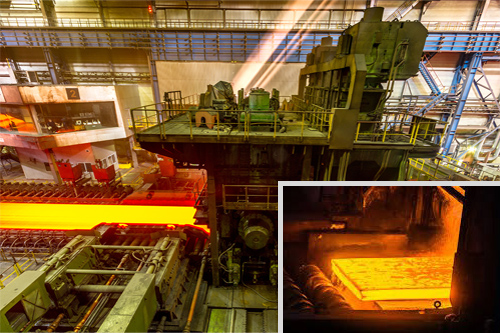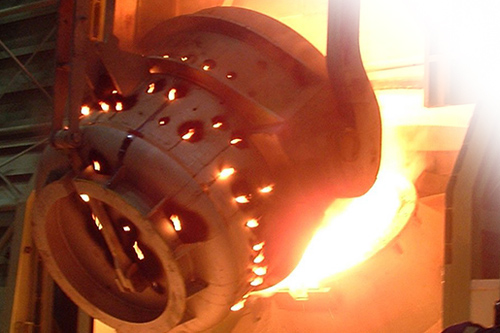



































































































Metallherstellung & -verarbeitung
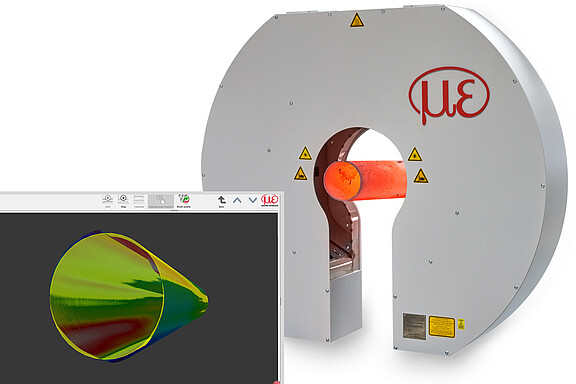
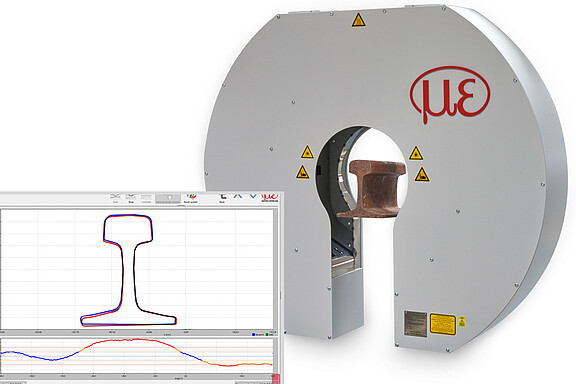
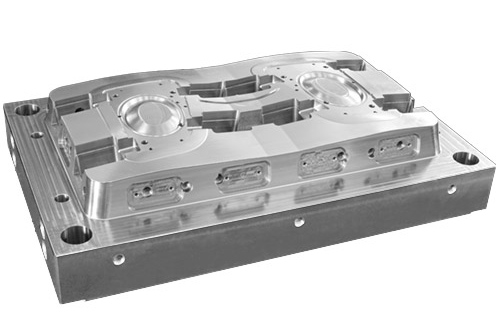
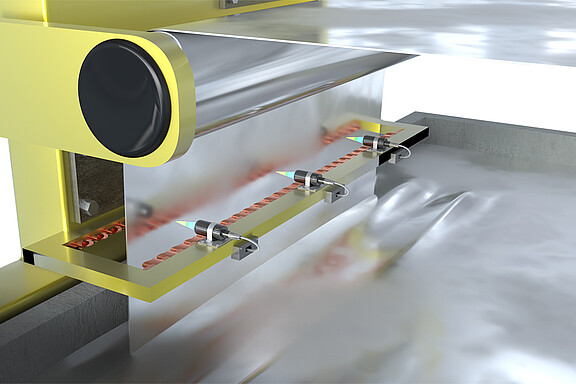
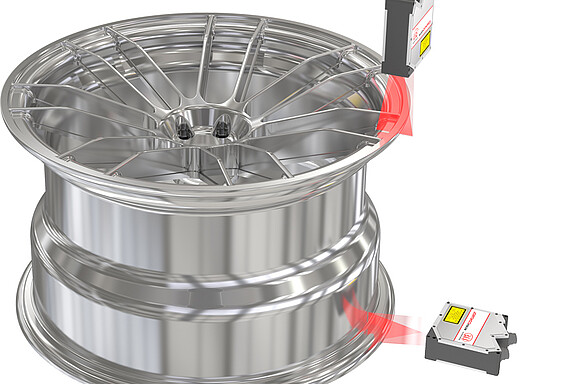
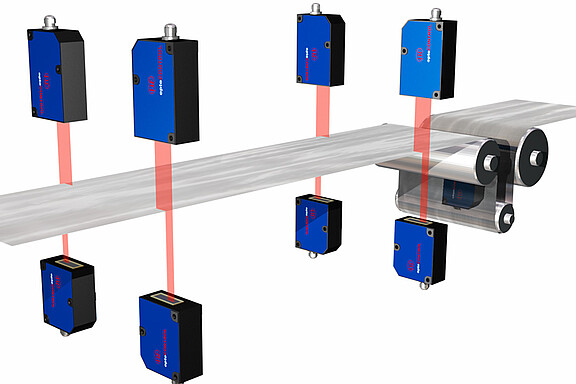
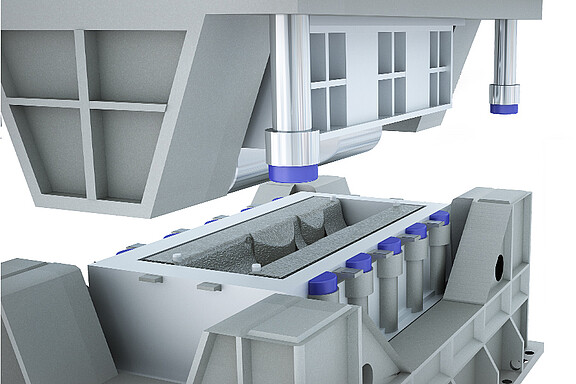
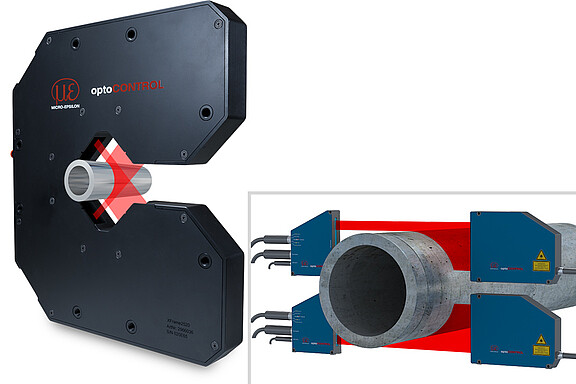
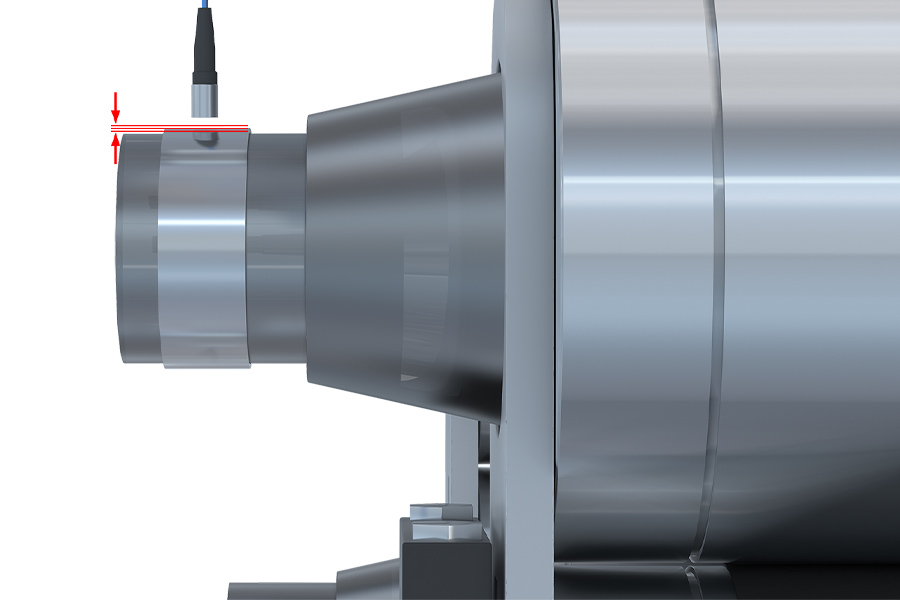
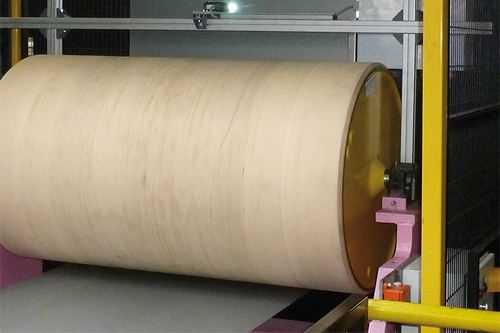
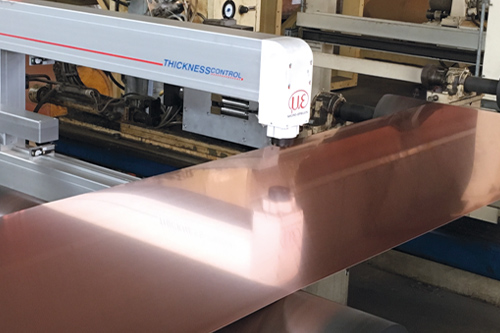
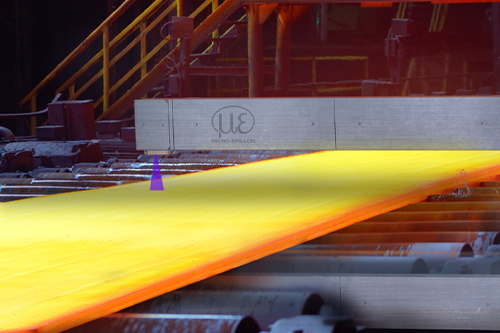
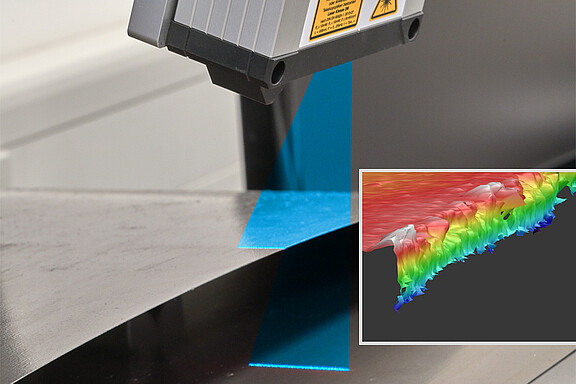
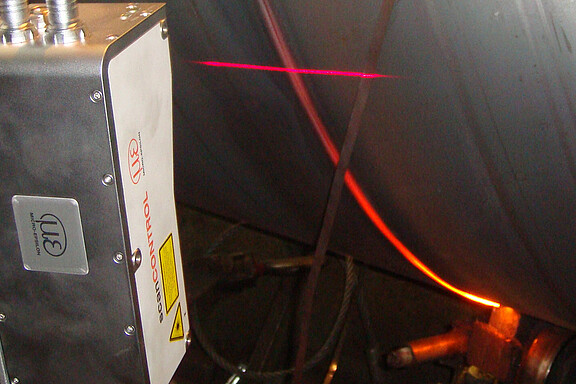
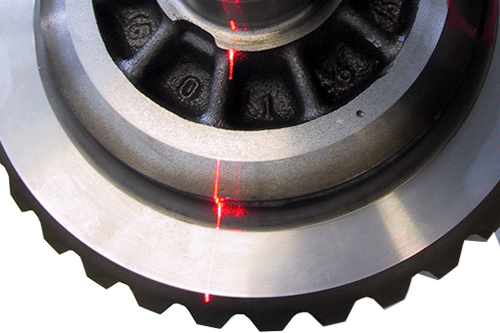
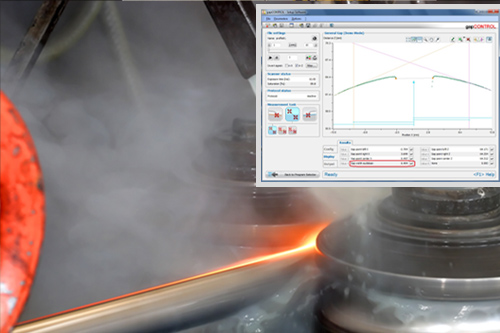
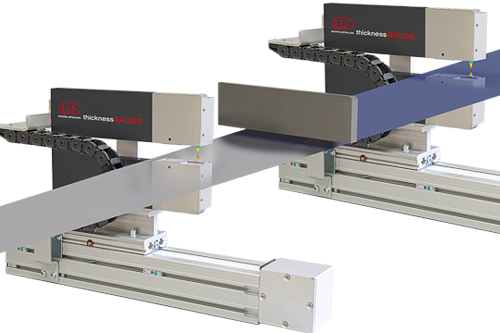
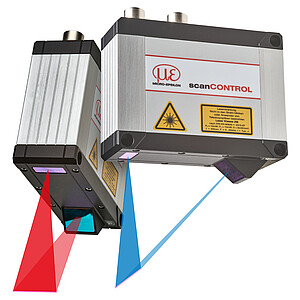
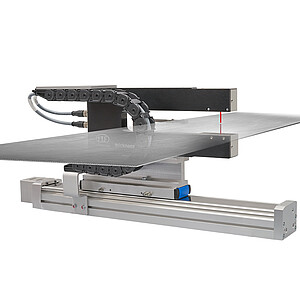
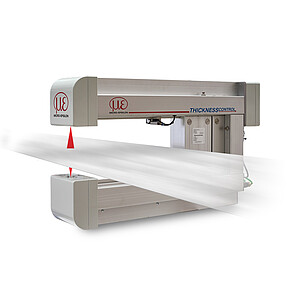
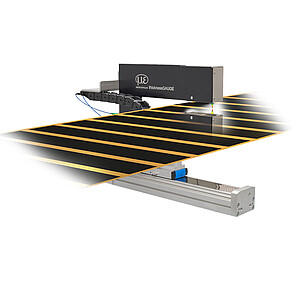
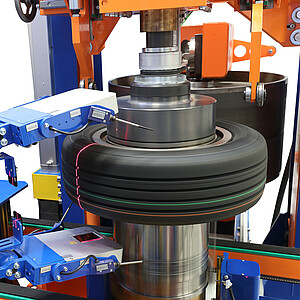
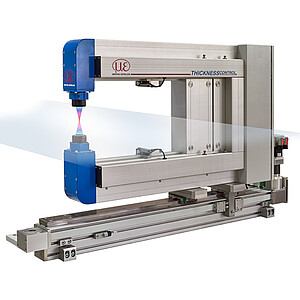
Intelligente Sensoren sind an vielen Stellen in der Produktion, Verarbeitung, Beförderung und Lagerung von metallischen Werkstoffen nötig. Dort ermöglichen Sensoren eine effiziente und sichere Produktion und eine störungsfreie Verarbeitung. Micro-Epsilon verfügt über Kompetenzen und Know-how in verschiedensten Einsatzbereichen: bei der Positionierung von Kranen, Maschinenteilen und Materialien, bei der Überwachung der Dicke von Metallbändern und Brammen bis zur Profilmessung von gepressten Formteilen.