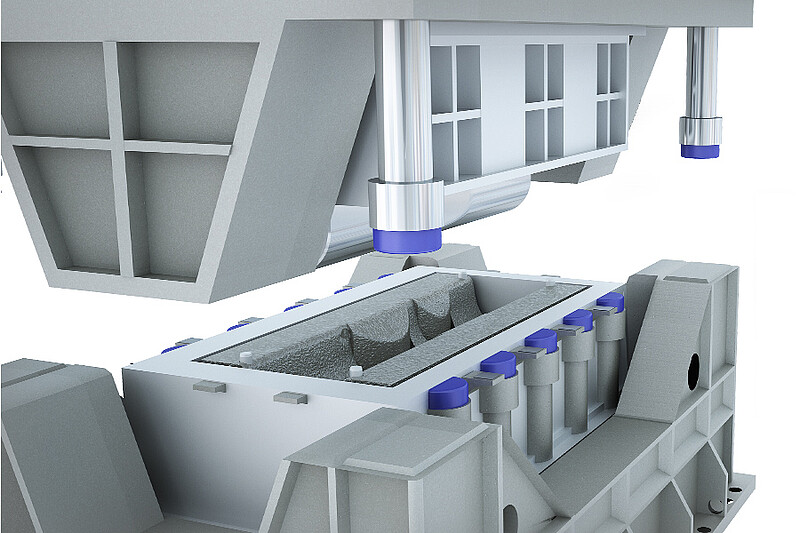
Messung des Blecheinzugs beim Pressvorgang
In der Regel wird die Messung des Verzugs mit mehreren LaserTriangulations-Sensoren vom Typ optoNCDT 1420 durchgeführt, die rundum das Blech entweder im Werkzeug oder seitlich am Werkzeug platziert sind. Die Anordnung ist so gewählt, dass der Laserstrahl auf die Kanten des Blechs misst, welches sich zwischen der Ober- und Unterseite des Werkzeugs befindet. Dank des äußerst kleinen Messflecks misst der Laser somit auch in kleinste Spalte von unter einem Millimeter, die zwischen den beiden Werkzeugteilen entstehen.
Die Messwerte werden analog oder digital an die Steuerung übertragen. Sie lassen einen Rückschluss darauf zu, wieviel Material nachgeflossen ist. Dadurch lässt sich beispielsweise die Presskraft im laufenden Prozess regulieren. Dies verringert Ausschuss, Materialverbrauch, Stillstandszeiten und Kosten.
Die Laser-Triangulations-Sensoren von Micro-Epsilon sind robust und halten somit auch starken mechanischen Belastungen stand, wie Vibrationen und Schocks.